While meeting the above basic requirements, the diaphragm must meet the safety requirements. For example, lithium dendrites will form on the surface of the negative electrode during the charge and discharge cycle. Sharp lithium dendrites may develop to a certain extent and may penetrate the separator. A short circuit occurs between the positive and negative electrodes, releasing a large amount of heat, which causes thermal runaway of the lithium ion battery, resulting in a serious safety accident. Or in the process of extrusion acupuncture of the battery, a large amount of heat is released due to the local short-circuit point, causing thermal contraction of the diaphragm, resulting in contact of a large area of ​​positive and negative electrodes, directly causing the battery to ignite and explode, so the diaphragm is for the lithium ion battery. Performance and security have an important impact.

In order to meet the performance and safety requirements of lithium ion battery separators, a variety of composite membranes have been developed, such as PP-PE-PP three-layer composite membrane. When the battery temperature is higher than 130 °C, the PE layer of the intermediate layer will be Melting occurs, and the PP membranes on both sides have a higher melting point to support, and the molten PE blocks the pores on the PP membrane, thereby blocking the discharge. Another example is a ceramic coated separator, which is coated with an inorganic oxide such as Al2O3 on the substrate of a common separator to support the separator at a high temperature, thereby reducing the shrinkage of the separator, thereby improving the safety of the lithium ion battery.
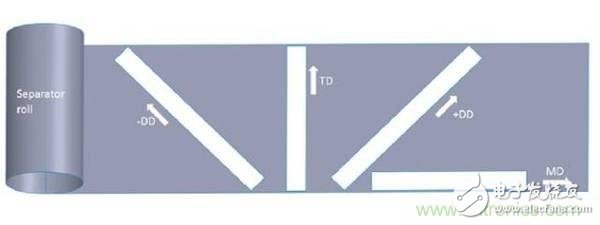
Recently, Xiaowei Zhang of the Massachusetts Institute of Technology and others conducted mechanical studies on diaphragms of various processes and structures, and analyzed the mechanical parameters that lead to diaphragm failure. These separators include dry-processed PE membranes and three-layer composite membranes, ceramic-coated membranes prepared by wet processes, and membranes prepared by nonwovens processes, which basically cover the types of membranes that are common in the market today. The experiment mainly tested the uniaxial tensile strength, thickness compression test and axial puncture test of the above several types of separators in the machine direction (MD), the transverse direction (TD) and the diagonal direction (DD). These experiments revealed the failure of various diaphragms. Mechanical parameters. Based on the above results, Xiaowei Zhang et al. established a finite element model of PE diaphragm, which accurately predicted the feedback results of PE diaphragm in PE diaphragm in uniaxial tensile test and thickness compression test.
The specific experimental procedure is as follows. Firstly, the diaphragm material participating in the test is made into a long strip sample with regular shape according to the requirements of ASTM for the D882 specification of the film material. The tensile test is tested by the Instron 5944 one-way tensile machine. The loading speed is 25 mm/min. The test results show that the PE membrane prepared by the dry process and the three-layer composite separator have a large difference in tensile strength in various directions, for example, in the longitudinal MD, the tensile strength is >120 MPa, in the lateral TD and diagonal directions. Only >20MPa. The separator prepared by the wet process has similar tensile strength (>140 MPa) in all directions, while the separator prepared by the nonwoven process has the worst tensile strength (<35 MPa), and the nonwoven membrane has longitudinal and transverse directions. Similar strength, but the tensile strength in the diagonal direction is significantly weaker.
In order to test the thickness compression performance of the diaphragm, Xiaowei Zhang winds the diaphragm into a 40-layer cylindrical structure with a diameter of 16 mm. First, the core is pressurized with 0.5 MPa to ensure that there is no gap between the diaphragm layers, and then gradually increase the pressure until 100MPa. After the above-mentioned pressurization experiment, the PE and the three-layer composite separator prepared by the dry process were deformed into an ellipse in the axial direction, but the wet ceramic coated separator and the non-woven fabric membrane were still maintained in a circular structure after the test. This is mainly due to the large anisotropy of the dry diaphragm, and the tensile strength of the wet diaphragm and the nonwoven membrane in various directions. The strain test of the diaphragm core also found that the PE and the three-layer composite separator prepared by the dry process have a significant yield point around 20 MPa during the pressure loading process, and the strain is also greater than that of the wet process membrane and nonwoven fabric process. The diaphragm, which did not show a significant yield point during the test.
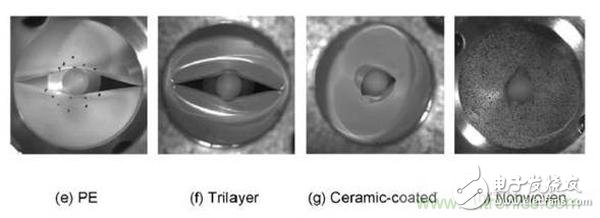
The puncture strength experiment found that the PE membrane and the three-layer composite membrane prepared by the dry process showed a long crack in the longitudinal direction, while for the wet process and the nonwoven fabric process, most of the failure occurred only locally. And presents a circular break.
The study showed us the differences in unidirectional tensile strength, thickness compression and puncture strength, and failure modes of the major diaphragm types on the market today. It is found that the tensile strength of PE and three-layer composite separator prepared by dry process are very different in all directions. The tensile strength of longitudinal MD is much larger than that of transverse TD, and the membrane prepared by wet process is different. It has similar tensile strength in the direction and is higher than other types of diaphragms. In the thickness compression experiment, due to the large anisotropy of the dry diaphragm, the plastic deformation of the diaphragm core is large, and the wet diaphragm is used in the puncture experiment. It also showed the highest puncture strength, and only a partial circular break appeared, while the PE diaphragm showed a long crack.
Genki Ippai 1.0 uses high-tech temperature control, food grade pod and high-quality material device. We also upgrade to type-C interface for charging faster. We have developed various flavors for Genki Ippai Pod Systems. Up to 11 flavors provide consumers with more choices. What's more, you can use other brand`s vape pen with our vape pod.
We offer low price, high quality Disposable E-Cigarette Vape Pen,Electronic Cigarettes Empty Vape Pen, E-cigarette Cartridge,Disposable Vape,E-cigarette Accessories,Disposable Vape Pen,Disposable Pod device,Vape Pods to all over the world.
GenkiIppai Pods 1.0,Pod Systems Vape,Vape Pod Device,ZGAR GenkiIppai Pods 1.0 Pod System Vape Kit,Pod System Mini Vape Pod Device
Zgar International (M) SDN BHD , https://www.zgarvape.com